








Роботизированная система лазерной наплавки для деталей специальной формы
Лазерная наплавка относится к размещению выбранного материала покрытия на поверхности подложки наплавки различными способами подачи и облучению его лазером для его расплавления и тонкого слоя на поверхности подложки в то же время и быстрого затвердевания с образованием очень низкого разбавления. Поверхностное покрытие, которое металлургически объединено с подложкой, значительно улучшает износостойкость, коррозионную стойкость, термостойкость, стойкость к окислению и электрические свойства поверхности подложки, чтобы достичь цели модификации или ремонта поверхности, что не только удовлетворяет конкретным требованиям к эксплуатационным характеристикам поверхности материала, но и экономит много ценных элементов.
По сравнению с наплавкой, распылением, гальванопокрытием и осаждением из паровой фазы лазерная наплавка имеет характеристики малого разбавления, плотной структуры, хорошего сочетания покрытия и подложки, более подходящих материалов наплавки и больших изменений в размере и содержании частиц. Поэтому технология лазерной наплавки Перспектива применения очень широка. Например, горнодобывающая, угольная, нефтяная, металлургическая промышленность, цементная промышленность, электротехническая промышленность, строительная техника, авторемонтная промышленность, полиграфическая промышленность, бумажная промышленность и т. д.
Функции
1. Малые габариты, высокая точность обработки, простота эксплуатации, высокая эффективность и стабильность;
2. Используя волоконно-оптический полупроводниковый лазер/волоконный лазер мощностью 2000 Вт-4000 Вт, лазер имеет длительный срок службы и стабильную мощность;
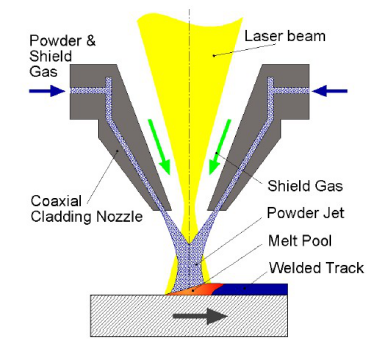
3. Используется специально разработанное сопло для коаксиальной лазерной наплавки с мелкодисперсным порошковым коксом, хорошей конвергенцией порошка, высоким коэффициентом использования порошка, хорошим формованием наплавки, плотным слоем наплавки, отсутствием дефектов и высокой скоростью прохождения;
4. Материал покрытия имеет широкую адаптивность, можно выбирать сплавы с различной твердостью;
5. LMD 3D-печать может выполняться на сплавах, не требующих защиты от атмосферных воздействий.
Параметры спецификации
|
НЕТ. |
Часть |
Модель |
Описание |
Фото |
КОЛ-ВО |
|
Лазер |
CWL-6000W |
Непрерывный волоконный лазер, максимальная мощность 6000 Вт, регулируемый, качество луча <= 5 м.МРАД |
|
1 |
|
|
|
Оптоволоконная система |
600Um @20m |
Интерфейс QBH, диаметр сердечника 600 мкм, длина 20 м |
||
|
2 |
Охладитель воды |
HL-6000-QG2 |
Мощность охлаждения 6000 Вт, двойной контроль температуры, подача охлаждающей воды для лазеров, обрабатывающих головок, оптических волокон и т. д. |
|
1 |
|
3 |
Система управления лазером
|
LJ-6000S |
Регулировка и управление мощностью лазера, продувкой, лазером, порошком и т.д. С лазером для сопряжения со станком, с функцией мониторинга и сигнализации |
|
1 |
|
4 |
Порошковый питатель |
LJ-Z01 |
Объем порошка: стеклянный цилиндр 2 л Зернистость по Плурнеру: 20-280 мкм Скорость подачи порошка: 0-6 об/мин/центов, плавная регулировка скорости Точность дублирования порошка: <2% |
|
1 |
|
5 |
Источник стабилизированного напряжения |
ВФ-45КВА |
Обеспечьте стабильное питание переменного тока для лазера, предотвратите повреждение лазера, вызванное сильными колебаниями электросети. |
|
1 |
|
6 |
ГП-25 |
Степени свободы: 6-осевая связь Нагрузка: 25 кг Размах рук: 1730 мм Точность повторного позиционирования: ±0,02 Оснащен основанием, опорой для оптического волокна, подвесной лазерной головкой
|
|
1 |
|
|
7 |
Головка наплавки лазерного сигнала внутреннего отверстия |
LJ-RF-03Z |
Конструкция с многоводным охлаждением, длительное время непрерывной работы. Головка лазерной наплавки с коаксиальным внутренним отверстием, внутреннее отверстие наплавки ≥90 мм
|
|
1 |
|
8 |
ДругиеАксессуары
|
|
Аксессуары для системного соединения (кабель, разъем, объектив и т. д.)
|
|
1 |







Образцы

